- 늴�����Ӌ
- �u������Ӌ
- �����D������Ӌϵ��
- ��������Ӌ
- �u݆����Ӌ
- ���M���u����Ӌ
- �װ�����Ӌ
- V�F����Ӌ
- ����������Ӌ
- ��ʽ����Ӌ
- � ���������Ӌ
- ��������Ӌ
- �E�A�X݆����Ӌ
- ���w����Ӌ
- �������w����Ӌ
- ������
- Һ�w����Ӌ
- Һλ׃����
- �ŷ���ҺλӋ
- ������ҺλӋ
- ����ҺλӋ
- 偠tˮλӋ
- ���_��λӋ
- ����ҺλӋ
- ���l���{��λ�x��ϵ��
- ���Nʽ��λӋϵ��
- ��λӋ
- ������ҺλӋ
- ����Һλ׃����
- �������
- ���_Һλ׃����
- ����Һλ�_�P
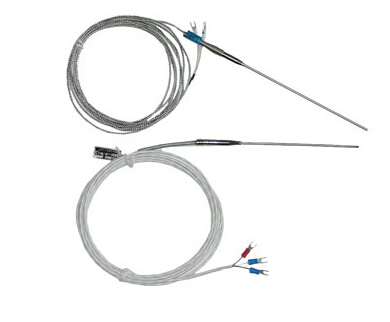
���ż�������ܷ����ضȜy�����`�����
�ڟ������a��, �����ض���һ헷dz��P�I�ļ��gָ��, ���Ĝʴ_�̶Ȍ�ֱ��Ӱ푵������|����Ŀǰ, �ڟ����^����, �����϶��Dz��ß��ż—�a������—���x���@һ�����y�������ضȡ�����H���ҏS�����������y��ϵ�y�IJ��_�����M��һ�·���, ����Mӡֵ�M��һ��̽ӑ��
�ҏS�����ܷ����ضȿ�����49 5 ʿ5 �� , ����K ��2 �����ż����tһ懹��a������, ���ձ��aPR D C I/ PR D C Z �̓x���M��һ�לy��ϵ�y��
һ�����_���ȵ����ط���
�ڲ����]�ˆT���h������r��, ģ�M��ˇ�l��, �ڌ�������������:��K �͟��ż�c�˜ʟ��żͬ�r����늠t��, ���Ҙ˜ʟ��ż�Ә˜ʱ�1 ; K �͟��ż�ֳɃ�·һ��PR D C I /PR D CZ , ��һ·�Ә˜ʱ�2 , �@�Ӽȿ��x�����ż�`��, Ҳ�ɿ���PR D C I/ PR D CZ ���`��, ���Ҷ�֧���ż����˶�������c����, ʹ֮����0 �� ��º �a���������`����J��, �������ż�z��Ҏ�̿�֪, ��t ��o �� �r, �`���ʿ0 . 15 m V , �ஔ��ʿ3. 8 �� , ���a�������ĘO���`���ʿ3. 8 �� ����4 95 �� �c, ���ż��ˡ��� , �Ҝ�15 �� , ���������a���Ĝز�]�ڃ�, ͨ�^5 �Μy���������1 ��ʾ��
�C������, �҂����J��Ŀǰ�ڟ���ˇ��, ʹ�ß��ż—�a������һ���x���Ĝy��ϵ�y�a���`���Ƕ���, ��ֻҪ�����{���c�����ǿ��Ԍ�ϵ�y�Ŀ����_���Ƚ����dz����ȡ����Ɯy��ϵ�y���_���ȵ��Mһ��̽ӑ
����Ӌ������Ҫ���֪, ����Mcp=T /2 U , �t��Q�Mζ�g�}ֻ�����ɷN������
1������T �Ŀ�����
Ŀǰ, ���ڿƌW���g�İlչ, ��ʯ�ͮaƷ���|��Ҫ��Խ��Խ��, ��Ҫ��ʯ���и��N��ͬ�s�ֵĮaƷ, �ֶε��្����, �ԝM�㻯�����a����Ҫ, �@��Խ��Խ�����ƹ�ˇ����ˇ���Ĺ�ˇ����ָ��, ����, �P���J������T �Ŀ����Ԏ������ڡ�
2���p��U �ķ���
�������`��ϳ���, �҂����l�F, ���U ������Ҫ��������ԭ��:
1) ���ż�����ğ�����Ǯa�������`�����Ҫԭ��
������ż�ڌ��H�y���^����, �����b�ڱ��o����ʹ��, �@�ӱ��y���ܾͲ���ֱ�ӂ��f�o���ż�y�ض�, ��Ҋ��ݗ��͟���Ե��Ǯa���y���`���ֱ��ԭ������, ��׃���ż���o�ܲ��|�c�Y�����ǿƌW���g�lչ�^�����д���Q��һ���n�}������, ��׃һ���ż�İ��b��ʽ, Ҳ�ǽ�Q�����@�����}����Ч����, ��Ȼ, �@����Ҫ�҂�����ȥ����, ȥ�о���
2) U �a�Ǯa���`��ɵ�������
��ǰ�������, �҂�����֪��, ����˞�0 �� , �a���������a���ĘO���`��, �������y��ϵ�y��ռ�кܴ�ı���, �����H�y���^����ԓ���������y��ϵ�y���_���ȵ�Ӱ��������˂�����ҕ��
���, �ӏ��ճ��S�o, ���C�����c���Ʉӵ��ǽ�Q�a���������a���`�����Ч;������֮, Ҫ��ص�Q�����g�}, ��Ҫ�҂��ĸ����h������, ֻ���@�Ӳ��ܱ��C�y��ϵ�y����Ҫ��
ע�������������x�����¾���ԭ�����D�dՈ�������ĵ�ַhttp://m.links-u.com/










�c�� "���P���

- �̄ղ������M���Ą�����Ͷ�Y�Ŀ���M���O��2023-11-18
- �����Q��վ�b�Ãx���x�ͷ���2023-10-19
- ��ʳƷ�ӹ��^���б����w���Ƿ���چ��}2022-03-30
- �_�����������ИI�İ�ȫ�ԺͿɳ��m��2022-03-30
- ��������Ӌ����Ȼ��Ӌ���еđ���̽��2022-03-30
- ��Μy�����ЃɷNҺ�w֮�g�Ľ���2022-03-25