�aƷ���
�����x��
- 늴�����Ӌ
- �u������Ӌ
- �����D������Ӌϵ��
- ��������Ӌ
- �u݆����Ӌ
- ���M���u����Ӌ
- �װ�����Ӌ
- V�F����Ӌ
- ����������Ӌ
- ��ʽ����Ӌ
- � ���������Ӌ
- ��������Ӌ
- �E�A�X݆����Ӌ
- ���w����Ӌ
- �������w����Ӌ
- ������
- Һ�w����Ӌ
- Һλ׃����
- �ŷ���ҺλӋ
- ������ҺλӋ
- ����ҺλӋ
- 偠tˮλӋ
- ���_��λӋ
- ����ҺλӋ
- ���l���{��λ�x��ϵ��
- ���Nʽ��λӋϵ��
- ��λӋ
- ������ҺλӋ
- ����Һλ׃����
- �������
- ���_Һλ׃����
- ����Һλ�_�P
���g����
�������ɿ�ͨӍ��PLC�c�o��ӛ䛃x��ͨӍ���F
�l�����ڣ�2022-03-04 ��Դ����䓼��F���H���̼��g����˾ ���ߣ��ߕ��� �g�[�Δ���
�����x�����ڮ�ǰ���Ԅӻ�����ϵ�y�У����܃x���c PLC ֮�g��ͨӍԽ��Խ�࣬ҲԽ��Խ��Ҫ��������Ҫ�о���S7-200PLC�c���ܟo��ӛ䛃x��ͨӍ���F��ͨ�^�F����C��ͨӍ�����ɿ����˷�ʽ���ƏV���������܃x����......
ժ��Ҫ���ڮ�ǰ���Ԅӻ�����ϵ�y�У����܃x���c PLC ֮�g��ͨӍԽ��Խ�࣬ҲԽ��Խ��Ҫ��������Ҫ�о���S7-200PLC�c���ܟo��ӛ䛃x��ͨӍ���F��ͨ�^�F����C��ͨӍ�����ɿ����˷�ʽ���ƏV���������܃x����
����
����PLC �ǹ��I�Ԅӻ�����Ҫ֧��������Խ��Խ�V�����ڹ��I���a�У�ͨ���҂�Ҫ���x�픵���M�вɼ���Ȼ��ͨ�^������|���� PLC ȥ�������@ʾ��߉̎���������܃x���߂���ͨ�x�팍�F���˵Ĺ��ܣ����Ԍ��r���ڬF���@ʾ��ˇ���a�����͠�B�ȣ���ˑ���Խ��Խ�V�������܃x��һ�㶼���И˜ʵ� RS-232/ RS-485 �ӿڣ������c PLC �M��ͨӍ�����Ľ�B�� S7-200 PLC �c�o��ӛ䛃x��ͨӍ�OӋ���F������ԓ�������ƏV���������܃x����
1��PLC ���ɿ�ͨӍ���g
1.1��PLC ͨӍ�˿ڵĹ���ģʽ
����S7-200 CPU �� RS485 ͨӍ�˿�������һ�����߃ɂ����@�ɂ�ͨӍ�ӿ��������ɶ˿�ͨӍ���� PPI/MPI �ϡ�PPI ����ͨӍ���ƣ��@�NͨӍ�f�h�������ƭhʽ�C�ơ����ɶ˿�ͨӍ��һ�N���� RS-485 �İ��p��ͨӍ�������@�NͨӍģʽ���S�Ñ��c PLC ֮�g�M��ͨӍ��
1.2��PLC ����Ĵ����Լ����ɿ�ͨӍָ��
�������üĴ�����ͨӍָ���� S7-200 ���ɶ˿�ͨӍ�ĺ��ġ������ɶ˿�ͨӍģʽ�£��Ñ����Ԍ� S7-200 �ϵ����� RS485 �˿��M�п��ƣ�ͬ�r�Ñ�߀�Й����c�κ�����֪�f�h��ͨӍ�O���M��ͨӍ��S7-200 �ļĴ����Á�����ͨӍ�f�h��ͬ�r�ṩ�����P�Д��¼��Լ�ͨӍָ�� [1]������ S7-200 ���f����Ҫ�Ѓɂ���Ҫ��ͨӍָ�һ���ǽ���ָ���(RCV)����һ��ָ���ǰl��ָ�����XMT����
1.3��PLC ���ɿ�ͨӍ������ʽ
�������ɶ˿�ͨӍ�Ļ������E�ǣ����Ȍ������M�з��������䔵�����_�^��֮�������ַ��M�г�ʼ��������ָ���˿� 1 �Լ��˿� 0 �Ĺ���ģʽ������ͨӍ�r�Ļ��������M���O�ã����ɶ�ͨӍ�˿��_ʼ���аl��ָ��l�ͅ^���еĔ������l�͵�ͨӍ����һ�ȣ��B�Ӱl����ɵ��Д��¼� 26 �����Д��¼� 9���M���Д��¼���ݔ�룻���н���ָ���^�̣�ͬ�r�����ɶ˿������յ��Ĕ����ڽ��Ք����ľ��_�^�M�Ќ���������Ñ��ij�����Ԍ����Ք������_�^���е����н��Ք����M��ֱ��̎����
2��ͨӍ�f�h���OӋ
2.1��ͨӍ�f�h
����S7-200 CPU ��ͨ�ſڿ����O�Þ����ɿ�ģʽ���x�����ɿ�ģʽ���Ñ�����Ϳ�����ȫ����ͨ�Ŷ˿ڣ�ͨӍ�f�hҲ��ȫ���Ñ�������ơ����^�����ɿ�ͨӍ������ͨӍ�f�h�����Ñ��Լ����x�ġ�
2.2���o��ӛ䛃x��ͨӍ�f�h
�����o��ӛ䛃x��ͨӍ�f�h�����Ē���ʽͨӍ�f�h��ÿ��ͨӍ�^�̾������C�l��Ȼ��ęC�M��푑�����Ҏ������Ϣ�����һ��ͨӍ�^�� [2]���������aҪ�����xȡ�������ضȡ�������ֵ��
3��PLC ͨӍ�����OӋ
3.1�������OӋ����
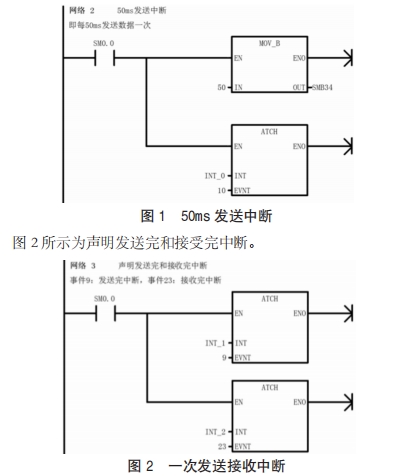
����PLC �c�o��ӛ䛃xͨӍ�������������Д����� 3 ���ӳ���M�ɡ���������΄��ǰ�Ҫ�l�͵Ĕ����ŵ��l�ͅ^�������Ք��������Յ^��Ȼ���M�г�ʼ���O�ã�SMB130.0 �������Þ��ʼֵ 1�����x�Y���ַ�����ͬ�r�O�ÿ����ֹ��ą�����֮�����Д���ɺͰl���M���O�ã����l����̖��������׃֮���� XMT ָ����������M��̎����֮���@Щ�����l�����o��ӛ䛃x�����н��ն��r�Д࣬�Д�ĕr�g�Þ� 50ms����ɔ����ַ��Ľ����^��֮�������յ����ַ������M��̎�������ȴ���һ����ݔ��̖��
3.2�������\���
�����Բ��ֳ�����������e�����F�^�̡��D 1 ��ʾ�� 50ms �l�͔���һ�Ρ�
3.3����λ�C�@ʾ
������λ�C���� WINCC �M�Bܛ���M�бO�ء������ơ�����yӋ�ȳ�������Ҫ�@ʾ�o��ӛ䛃x�Ĝضȡ������������Ȕ�����
4���Y�Z
�����S�����܃x�����Ԅәz�y�Ϳ����Б���Խ��Խ�V�����c PLC �ĽY��ʹ���ǰlչڅ�ݡ���ˣ�����֮�g�ķ����ɿ���ͨӍ�Ȟ���Ҫ��������Ҫ���F�˻��� S7 200 PLC �c�o��ӛ䛃x��ͨӍ�OӋ��ͨ�^�������ɶ˿�ͨӍ�͟o��ӛ䛃xͨӍ�f�h�ķ������OӋ������֮�g�Ĵ���ͨӍ����ͨӍϵ�y���ڸ�Ϩ���Ŀ��Ͷ��ʹ�ã����\�з����ɿ���
ע�������������x�����¾���ԭ�����D�dՈע�����ĵ�ַhttp://m.links-u.com/
��һƪ���£�ᘌ���W�����и�����Ӌ���x�ͷ�����Q����
��һƪ���£��׃�������ʽ����Ӌ�y���ʴ_�ȵ�Ӱ푷���
���P�ĮaƷ










�c�� "���P���

- �̄ղ������M���Ą�����Ͷ�Y�Ŀ���M���O��2023-11-18
- �����Q��վ�b�Ãx���x�ͷ���2023-10-19
- ��ʳƷ�ӹ��^���б����w���Ƿ���چ��}2022-03-30
- �_�����������ИI�İ�ȫ�ԺͿɳ��m��2022-03-30
- ��������Ӌ����Ȼ��Ӌ���еđ���̽��2022-03-30
- ��Μy�����ЃɷNҺ�w֮�g�Ľ���2022-03-25