���Į�ǰλ�ã�
���Į�ǰλ�ã����ٹ��D(zhu��n)������Ӌ > ������ > ���g(sh��)���� >
�a(ch��n)Ʒ���
�����x��
- 늴�����Ӌ
- �u������Ӌ
- �����D(zhu��n)������Ӌϵ��
- ��������Ӌ
- �u݆����Ӌ
- ���M���u����Ӌ
- �װ�����Ӌ
- V�F����Ӌ
- ����������Ӌ
- ��ʽ����Ӌ
- � ���������Ӌ
- ��������Ӌ
- �E�A�X݆����Ӌ
- ���w����Ӌ
- �������w����Ӌ
- ������
- Һ�w����Ӌ
- Һλ׃����
- �ŷ���ҺλӋ
- ������ҺλӋ
- ����ҺλӋ
- 偠tˮλӋ
- ���_��λӋ
- ����ҺλӋ
- ���l���{��λ�x��ϵ��
- ���Nʽ��λӋϵ��
- ��λӋ
- ������ҺλӋ
- ����Һλ׃����
- �������
- ���_Һλ׃����
- ����Һλ�_�P(gu��n)
���g(sh��)����
�����ܸ�������Ӌ�̶Ș�ӛ�·������о�
�l(f��)�����ڣ�2018-01-05 ��Դ�� ���ߣ� �g�[�Δ�(sh��)��
�����x���� �����a(ch��n)�^���У� �����ܸ�������Ӌ�Ŀ̶Ș�ӛ�Ƿdz��P(gu��n)�I��һ���h(hu��n)��(ji��)�� ��ӛ�|(zh��)���ĺÉ�ֱ ��Ӱ푵���������Ӌ�Ĝʴ_�ȣ� ��ӛ���̵ă�(y��u)��ֱ ��Ӱ푵�����Ч�ʣ��Ķ��ܽ������a(ch��n)�ɱ�������Ј� ��������......
�����ܸ�������Ӌ��һ�N������V�������y�� �x���� �H���K�����ܸ�������Ӌ���a(ch��n)��I(y��)һ��� �a(ch��n)������70�f�_���ҡ� �����a(ch��n)�^���У� �����ܸ�������Ӌ�Ŀ̶Ș�ӛ�Ƿdz��P(gu��n)�I��һ���h(hu��n)��(ji��)�� ��ӛ�|(zh��)���ĺÉ�ֱ ��Ӱ푵���������Ӌ�Ĝʴ_�ȣ� ��ӛ���̵ă�(y��u)��ֱ ��Ӱ푵�����Ч�ʣ��Ķ��ܽ������a(ch��n)�ɱ�������Ј� �������� ���˝M�����a(ch��n)��I(y��)��߹���Ч�ʣ����̈́ڄӳɱ� ��ʹ����I(y��)������Ӌ�Ĝy���������ʴ_�ȵȼ�Խ��Խ �ߵ�Ҫ�������_�l(f��)��һ�N�����ܸ�������Ӌ������ �����̶Ș�ӛ���·�����
һ���b�ýM��
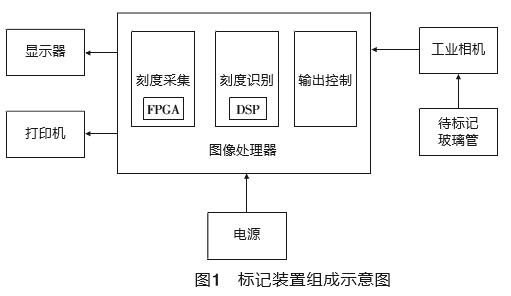
����(j��)�·����O(sh��)Ӌ���IJ����ܸ�������Ӌ������ �����̶Ș�ӛ�b�ã�Ҋ�D1����������ӡ�C���@ʾ�����D ��̎������ ���I(y��)���C�ʹ���ӛ�̶ȵIJ������岿�֣� ���ЈD��̎�����а����̶Ȳɼ�ģ�K�� �̶��R�eģ �K��ݔ������ģ�K���̶Ȳɼ�ģ�K�а���FPGAоƬ���̶��R�eģ�K����DSPоƬ�� ���I(y��)���C�Ĕz����ӛ�� �Ȳ����ܵ��˹��˶�����Ȼ��(sh��)��(j��)��ݔ?sh��)��̶Ȳɼ?ģ�K�У� �̶Ȳɼ�ģ�K�е�FPGA���ɼ�����ȥ���� �c�̶Ȕ�(sh��)��(j��)��ݔ?sh��)��̶��R�eģ�K�е�DSPоƬ�У��� ���R�eģ�K��DSPоƬ���̶Ȕ�(sh��)��(j��)��ݔ?sh��)��@ʾ���ϡ�
����(j��)�·����O(sh��)Ӌ���IJ����ܸ�������Ӌ������ �����̶Ș�ӛ�b�ã�Ҋ�D1����������ӡ�C���@ʾ�����D ��̎������ ���I(y��)���C�ʹ���ӛ�̶ȵIJ������岿�֣� ���ЈD��̎�����а����̶Ȳɼ�ģ�K�� �̶��R�eģ �K��ݔ������ģ�K���̶Ȳɼ�ģ�K�а���FPGAоƬ���̶��R�eģ�K����DSPоƬ�� ���I(y��)���C�Ĕz����ӛ�� �Ȳ����ܵ��˹��˶�����Ȼ��(sh��)��(j��)��ݔ?sh��)��̶Ȳɼ?ģ�K�У� �̶Ȳɼ�ģ�K�е�FPGA���ɼ�����ȥ���� �c�̶Ȕ�(sh��)��(j��)��ݔ?sh��)��̶��R�eģ�K�е�DSPоƬ�У��� ���R�eģ�K��DSPоƬ���̶Ȕ�(sh��)��(j��)��ݔ?sh��)��@ʾ���ϡ�
�������g(sh��)ָ��
1.�������L�ȣ��D��ɼ�����Ҫ��ӛ�̶ȵIJ����� �L�ȷ����飨100��600��mm�����ڲ������L����800mm�� ��С��60mm���ҹ��������`�C������Ч��Ҳ�dz��á� 2.��ӡ�Ŀ̶Ⱦ����̶ֿ��`�±0.5mm��
1.�������L�ȣ��D��ɼ�����Ҫ��ӛ�̶ȵIJ����� �L�ȷ����飨100��600��mm�����ڲ������L����800mm�� ��С��60mm���ҹ��������`�C������Ч��Ҳ�dz��á� 2.��ӡ�Ŀ̶Ⱦ����̶ֿ��`�±0.5mm��
�������g(sh��)�y�c
1.���C���x�� ���ڷdz�С������Ӌ�s100mm�� �dz��������Ӌ�s 600mm�� �����Ҫ�ڿ��]���C����ʴ_�ȵ�ͬ�r��Ҫ ���ҕ����
2.���C�Ĺ̶��c�{(di��o)�� �������C�ĺ�С�����c����׃������������ɳ� ��Ч�����Ǻܺá� �����Ŀ���ʴ_��Ҫ ��ܸߣ� ��ˌ�����ΜpС���C�Ķ��� �c����ą���(sh��)�O(sh��)�÷dz���Ҫ��
3.�R�e�㷨�Ĝʴ_�� �漰߅���z�y�ͻ��ڻҶȾصā��� ��߅����ۙ�ȁ������R�e�㷨���о���
4.��Ӳ���O(sh��)��Ľӿڡ���λ�Cܛ�� ���O(sh��)Ӌ����(sh��)��(j��)�����ܛ�����O(sh��)Ӌ�ȡ�
5.Ч�ʆ��} ���ڈD��ֱ����^�ߣ��D��IJɼ�����ݔ���R�e�㷨�ĕr�g���Ķ�������(y��ng)�ش�����ӡ�
1.���C���x�� ���ڷdz�С������Ӌ�s100mm�� �dz��������Ӌ�s 600mm�� �����Ҫ�ڿ��]���C����ʴ_�ȵ�ͬ�r��Ҫ ���ҕ����
2.���C�Ĺ̶��c�{(di��o)�� �������C�ĺ�С�����c����׃������������ɳ� ��Ч�����Ǻܺá� �����Ŀ���ʴ_��Ҫ ��ܸߣ� ��ˌ�����ΜpС���C�Ķ��� �c����ą���(sh��)�O(sh��)�÷dz���Ҫ��
3.�R�e�㷨�Ĝʴ_�� �漰߅���z�y�ͻ��ڻҶȾصā��� ��߅����ۙ�ȁ������R�e�㷨���о���
4.��Ӳ���O(sh��)��Ľӿڡ���λ�Cܛ�� ���O(sh��)Ӌ����(sh��)��(j��)�����ܛ�����O(sh��)Ӌ�ȡ�
5.Ч�ʆ��} ���ڈD��ֱ����^�ߣ��D��IJɼ�����ݔ���R�e�㷨�ĕr�g���Ķ�������(y��ng)�ش�����ӡ�
�ġ���ʩ�^��
��������ʩ�^����Ҫ��4�����E��
1.�˹��˶����L�� �ڴ���ӛ�̶ȵIJ����ܱ����M���˹��˶����L �ƵIJ��E�����w���f�Ǹ���(j��)�˜ʵ�����ֵ�ڴ���ӛ�� �ȵIJ����ܱ����Ϙ�ӛ�����c��Ȼ���ژ�ӛ�����c�� �˹��L�Ƴ��˶�����
2.�D��ɼ� ���ù��I(y��)���C�Ĕz���˹��L�Ƙ˶����IJ����ܣ� ��(j��ng)�^�D��ɼ�ģ�K��ݔ��Ӌ��C��
3.Ŀ���R�e ����Ӌ��Cܛ�������յ��Ĕ�(sh��)�ֈD����Ϣ�M�� ̎���� �R�e�������ܼ������ܱ����ϵ��˹��˶����� Ȼ��_����ӡ�^(q��)�g�����������˶���֮�g�ľ��x�M�� N�ȷ֣�N�ȷָ���(j��)�y���ʴ_�ȵľ��wҪ�����˹�ݔ �룬����ͨ�^�A�O(sh��)���O(sh��)���� ����Ӌ��Cܛ���ڴ_����ӡ�^(q��)�g���^���У������˹��˶�������һ���Č��ȣ�Ӌ��C�ڴ_����ӡ�^(q��)�g ���a(ch��n)���`��ڴ_���^(q��)�g�r��(y��ng)���˹��˶���m�ȷ֣�m ���ڵ���2����m/2���ľ�����ʾ����_����ӡ�^(q��)�g��m ȡֵԽ��Խ���_��
4.��ӡݔ�� ������ī������������ʹ�ӡ�Cֱ���ڴ���ӛ �̶ȵIJ����ܱ����ό�ʩ��ӡݔ����
��������ʩ�^����Ҫ��4�����E��
1.�˹��˶����L�� �ڴ���ӛ�̶ȵIJ����ܱ����M���˹��˶����L �ƵIJ��E�����w���f�Ǹ���(j��)�˜ʵ�����ֵ�ڴ���ӛ�� �ȵIJ����ܱ����Ϙ�ӛ�����c��Ȼ���ژ�ӛ�����c�� �˹��L�Ƴ��˶�����
2.�D��ɼ� ���ù��I(y��)���C�Ĕz���˹��L�Ƙ˶����IJ����ܣ� ��(j��ng)�^�D��ɼ�ģ�K��ݔ��Ӌ��C��
3.Ŀ���R�e ����Ӌ��Cܛ�������յ��Ĕ�(sh��)�ֈD����Ϣ�M�� ̎���� �R�e�������ܼ������ܱ����ϵ��˹��˶����� Ȼ��_����ӡ�^(q��)�g�����������˶���֮�g�ľ��x�M�� N�ȷ֣�N�ȷָ���(j��)�y���ʴ_�ȵľ��wҪ�����˹�ݔ �룬����ͨ�^�A�O(sh��)���O(sh��)���� ����Ӌ��Cܛ���ڴ_����ӡ�^(q��)�g���^���У������˹��˶�������һ���Č��ȣ�Ӌ��C�ڴ_����ӡ�^(q��)�g ���a(ch��n)���`��ڴ_���^(q��)�g�r��(y��ng)���˹��˶���m�ȷ֣�m ���ڵ���2����m/2���ľ�����ʾ����_����ӡ�^(q��)�g��m ȡֵԽ��Խ���_��
4.��ӡݔ�� ������ī������������ʹ�ӡ�Cֱ���ڴ���ӛ �̶ȵIJ����ܱ����ό�ʩ��ӡݔ����
�塢ԇ�Y(ji��)��
1.�҂���һ�_DN100mm�����D(zhu��n)������Ӌ�������� �L�Ȟ�550mm����һ�_DN10mmLZB����WB/W�����D(zhu��n)������Ӌ���� �����L�Ȟ�100mm���M����ԇ
ԇ�Y(ji��)���������� �b����ӡ�r�g��5min��30min�����ɣ� �̶Ⱦ��o���� �ã�ԭ��ˇ���Õr14h���F(xi��n)�Õr35min������Ч����� 24������ӡ�Ŀ̶Ⱦ����̶ֿ��`��0.3mm�� ԓ����Ӌ ʾֵ�`��ز���؏����`�������2.5��Ҫ�Y(ji��) ���M�⡣
2.Ŀǰ��ԓ���гɹ��ѫ@���Ҍ���1헡�
ע�������������x�����¾���ԭ��(chu��ng)���D(zhu��n)�dՈע�����ĵ�ַhttp://m.links-u.com/
��һƪ���£����I(y��)�O(sh��)���г�Ҋ�ԄӜy�����ƃx���\�н�B�����ϬF(xi��n)��
��һƪ���£�Ԕ���D���f���u݆����Ӌ�Ӿ���ʽ�c������ʽ
���P(gu��n)�Įa(ch��n)Ʒ






�c�� "���P(gu��n)�ă�(n��i)��

- �Ї������D(zhu��n)������Ӌ�Ј��Į�ǰ��r���2021-03-04
- ���ٹ��D(zhu��n)������Ӌ�ИI(y��)��ǰ��δ���Ј����о�2021-02-05
- ʲô��׃��e����Ӌ�����ٹ�߀�Dz����Ĺ���2020-12-19
- ���ٹܸ�������Ӌ�M�����a(ch��n)Ӳ֬���ض�������2020-12-18
- ����������ͨ�^���ٱڜy��Һλ�ķ���ժҪ2020-12-16
- �����㷨����˽��ٹܸ�������Ӌ�đ�(y��ng)�ÿɿ�2020-12-12
- ���ٹܸ�������Ӌ��С����������O(sh��)Ӌ�ߴ�2020-12-04
- ���ٹܸ�������Ӌ�m�È�������Щ��ȫ�����2020-12-04