ժҪ��ijȼ��֏S�Ԅӻ�ݔúϵ�y��������r���� S7-300 ϵ�ЮaƷ���������������ݔ��ϵ�y�Ć�ͣ���������_��λӋ��ҺλӋ���ӽ��_�P��Ԫ���ɼ��ς}ú������ˮ��ˮλ���O���B����Ϣ�������P������Ϣ�@ʾ���˙C�����ϣ������M�Ю�����B�����ù��I�ҕϵ�y�����r�O�ظ���λ���a���z����r������������������ݔúϵ�y�\�еĿɿ��ԡ���ȫ�ԣ��p�ٲ����ˆT�c�S�o�ˆT�ڄӏ��ȣ���������aЧ�ʡ�
ú�����a��ijȼ��֏S��Ҫ���I�Ŀ֮һ��ݔúϵ�y�Ǵ_��ú�����a��ȫ�ɿ��\�е�֧��ϵ�y��ԓݔúϵ�y�� 14 �_��ӽoú�C��15 �lݔúƤ����2 �_��ӺY��2 �_����C��2 ��늴��F��1 ����ú�C��1 �_���ҙC��3 �_��ˮ�á�6 ��ú�}�M�ɡ�ԓϵ�y����Ҫ�΄��nj������M���\ݔ�����顢ȥ �s���Y�x��������Ҫ���ԭú���r����ú�}���������a��ú���g�����ԓݔúϵ�yԭ�����^���-���|������ϵ�y ����ú�C�ͳ��ҙC���� S7-200����ϵ�y���������֬F���������ƣ�����λ�����ˆTͨ�^�o�����v�C�F����ͨ������ݔ�;�·�L��ݔú�ȭh�����ӣ��O�䔵���࣬�Լ��o�����v�ɔ_���ԭ��ԓϵ�y���ڹ���Ч�ʵͣ����Ϸ������r�Բ��ȫ�Բ�Ȇ��}���b��ݔú����ϵ�y��ú�����a�^���е���Ҫ���ã���������aЧ�ʣ���ԓϵ�y�M�и���������������������һ���Ԅӿ��ƺͱO��ϵ�y���Ԍ��F�h�̲����c�O�ء�ԓϵ�y�����Ԅӡ��քӃɷN���Ʒ�ʽ���ɷN���Ʒ�ʽ���߂��B�i���ܣ���ѭ�ض����ͣ�������\�����c�ӹ��ܿ��ơ�
1 ϵ�y�M��
1.1 Ӳ��ϵ�y����
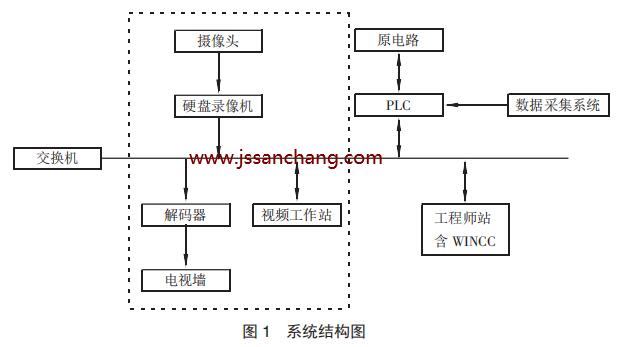
���θ�������Ӳ��ϵ�y������PLC ϵ�y�������ɼ�ϵ�y��HMI ϵ�y���I�ҕϵ�y ��Ҋ�D 1����
��1�� PLC ϵ�y
��ϵ�y���� S7-300 ϵ�е� 315-2PN/DP PLC������վ������ ET200M �ӿ�ģ�K�����վ������PROFIBUS-DP ������ DP ������B������ PLC��ET-200M����ú�C�ͳ��ҙC�� S7-200PLC��ͨ�^�^��ӳ��^���F�� PLC ֮�g�Ĕ������Q��S7-300 ��ģ�K������С�� PLC ϵ�y���V�������ڸ��N���a�����I���书��ģ�K���ԝM���Ԅӿ����΄գ��Ñ����Ը������H�����x����m��ģ�K������Ҫ���ӿ����΄Օr����ͨ�^����ģ�K�� PLC ϵ�y�M�ДUչ��
��2�� �����ɼ�ϵ�y
�����ɼ�ϵ�y�����_��λӋ��
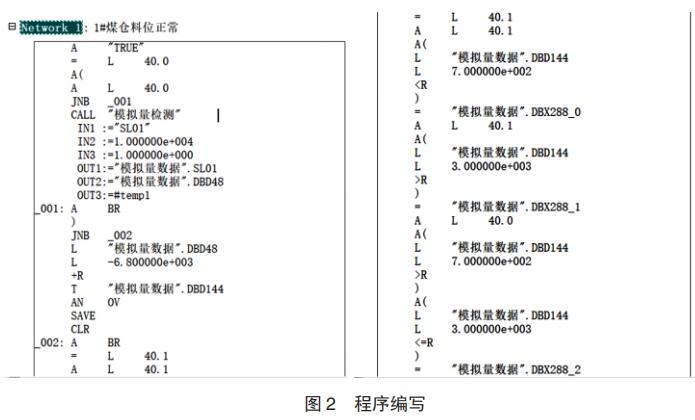
ҺλӋ�������_�P����ƫ�_�P��Ԫ���M�ɣ��������_��λӋ�Á�y���ς}ú����ҺλӋ�Á�y����ˮ��ˮλ���ӽ��_�P�Á�z�yƤ����ƫ�����O��ĘO��λ�á����_��λӋ�x�� ULM ϵ�ЮaƷ��ԓ���_��λӋ���� FMCW (�{�l�B�m��) �y��ԭ����������ݔ�r�g�D�Q���l�ʲ�ķ�ʽ��ͨ�^�y���l�ʲ����ֱ�Ӝy���r���Ӌ��Ŀ�˾��x�����^�����{�Ƶ�����̖ͨ�^�쾀�B�m�l�������ڱ��y���ϱ���a�����䲨�������_�쾀ϵ�y�����գ��l����̖�ͷ�����̖֮�g���l�ʲ��������쾀�����ϱ���ľ��x���Դ�Ӌ�����λ�߶ȣ���������ͨ�^ģ�M���ӿڂ��oPLC ��Ҋ�D 2����
��3�� HMI ϵ�y
HMI ϵ�y�O����һ�_���I����Ӌ��C�����ù��I��̫�W��ʽ�c���Ŀ����� S7-300 ͨӍ��IPC �������������_����������ˆT HMI��WINCC �����а������O��Ć�ͣ���c�ӿ��ơ����O����\�Р�B�����ψ��@ʾ������ģʽ�x��ȹ��ܡ�
��4�� ���I�ҕϵ�y
��ϵ�y�ɷ���Ͳ�;W�j�z��C��Ӳ�P���C����a�������Q�C��Һ���ҕ���M�ɣ��ڸ���Ҫ��λ���b����Ͳ�;W�j�z��C����ϟo�����vϵ�y��ʹ�����ҿɌ��r�O�أ�ָ�]�F�������ˆT�M��Ѳҕ�����a���z�ȹ�����
1.2 ܛ��ϵ�y
��1�� PLC ����ܛ��
PLC ����ܛ������ SINAMIC STEP7 V5.5 SP4�汾���P���� STEP7 ��ϵ�y�M��Ӳ�����á�ͨӍ�M�B�����̡��yԇ���\��ȡ����о����Z�Բ���LAD (���ΈD) �c STL (�Z���) ��Y�ϵ���ʽ�����л���߉�� LAD ���������WӋ���c��������D�Q�� STL ������
��2�� HMI ����ܛ��
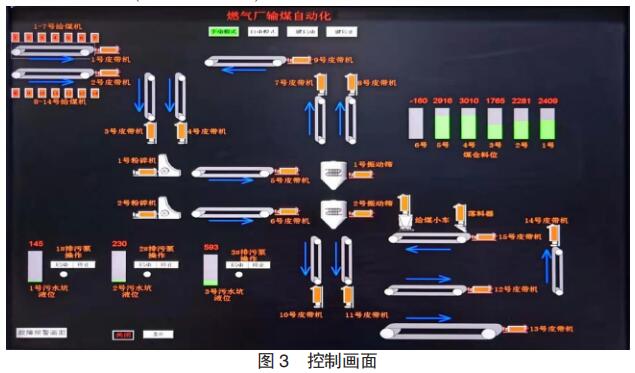
WinCC �����ɼ��c����ϵ�y�ܸ�Ч�����Ԅӻ��^�̣����ИO�����_���Ժ�ϵ�y�����ԣ������ڽM�B�Ñ������Բ����C���ͱOҕ�O���B [2] ��Ҋ �D 3������3�� iVMS-4200 Video Wall����Tʹ�� PC �C��ͨ�^ iVMS-4200 �ҕ���͑���ܛ�� iVMS-4200 Video Wall (�汾 v2.6.3.2) ���������ý�a���cӲ�P���C��
1.3 �W�j�M��
ԓϵ�y�ɃɌӾW�j�M�ɣ����I��̫�W��PROFIBUS-DP �W�����I��̫�W���ù��I��̫�W���Q�C���������ؓ�Y�������� HMI �@ʾϵ�y�cPLC ϵ�yͨӍ��PROFIBUS-DP �W���ڿ����� PLC���h�̷ֲ�ʽ I/O ֮�g��ͨӍ
2 ��Ҫ����
����������ϵ�y�Ɍ��F�����քӿ��ơ��h���քӿ��ƺ��h���Ԅӿ��ƣ��h���ք�/�Ԅӿ���ͨ�^ HMI �_�P�M���x���� HMI �пɿ��Ƹ��O���_�P���@ʾ�乤����B����ָʾ����Ϣ�����I�ҕϵ�y���@ʾ�����桢�طŸ���λ�F����r��
2.1 �����քӿ���
�ڸ���λ���O�б��ؿ����䣬���ɬF�������ˆT�քӿ����O��Ć�ͣ���c�ӡ��ȹ��ܡ���PLC ϵ�y���F���ϣ��ȴ��S�����g���ܱ��C�������a��
2.2 �h���քӿ���
�� HMI ���x���քӿ��ƣ��� HMI �_�P���B�i������_��ͣ���O�䣬Ҳ�ɆΪ��c�Ӹ��O�䣬�c�ӕr���O�䲻���B�i�PϵӰ푡����⣬ͨ�^����B�i�·��Ҳ�Ɍ��F��ͣ���ܡ�
2.3 �h���Ԅӿ���
�����ˆTѲ�z�O�䣬�_���O��߂䆢�ӗl������������ HMI ��һ�I���ӣ����Ӻ���ú�C�Ԅ����е� 1 ̖�ς}��Ƥ������ǰ������ʾ��Ȼ���O��������ĸ���̖������̖�g�� 5 s ���Ԅ��B�m����O�䆢�ӡ����У����ӽoú�Cֻ����Ƥ��ȫ���\�к����H��ú�����քӆ��ӡ�ݔú�^���У���ú�C���ς}�M�}�rֹͣ��ú�����Ԅ����е���һ�ς}���^�m��ú���������ӽoú�C��ֹͣ������Ȼ���������� HMI ��һ�Iֹͣ�����O��ֹͣ��ĵ���̖������̖�g�� 5 s ���Ԅ��B�m����O��ֹͣ����ˮ������ˮ��ˮλ�r���Ԅӆ�ͣ��Ҋ�D 4����
2.4 ҕ�l�O��
���� XE62 ϵ�оW�j�z��C�M��ҕ�l�ɼ���ͨ�^DS-6900UD �����a����a�@ʾ������ DS -8632N Ӳ�P���C���D���M��̎�������桢�z������ݣ��Լ��W�j���f���h�̿��ơ�����Ͷ�ŵ��M��Һ�����ҕ���ϣ��ɸ�����Ҫ�����@ʾ������Ŵ����� iVMS-4200 Video Wall (�汾 v2.6.3.2) ܛ���M�����á�
3 �Y �Z
ԓϵ�y�Ŀ��w���g�������Թ��IӋ��C ��IPC��ϵ�y��PLC �����ϵ�y���ģ����þW�jϵ�y�����f�A�ֲ�ʽ�wϵ�Y����ԓ�Y�����а��b�侀���Σ��S�o����ă��c��������ϵ�y���F���O���\�е��Ԅӻ������ͱO�أ��p�p������ؓ���������ϵ�y�Ŀɿ��ԡ��ɿ��ԺͰ�ȫ�ԣ���������˹���Ч�ʣ�����������I���档Ͷ��ʹ�ú��\�Р�B���á�